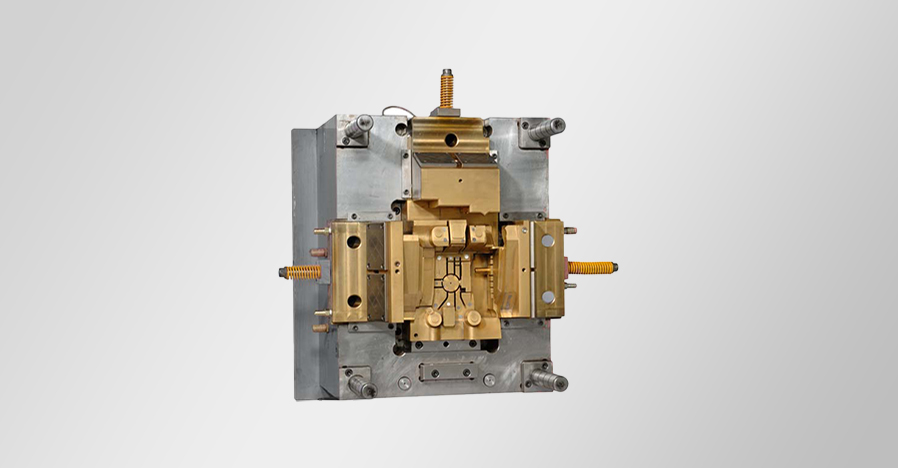
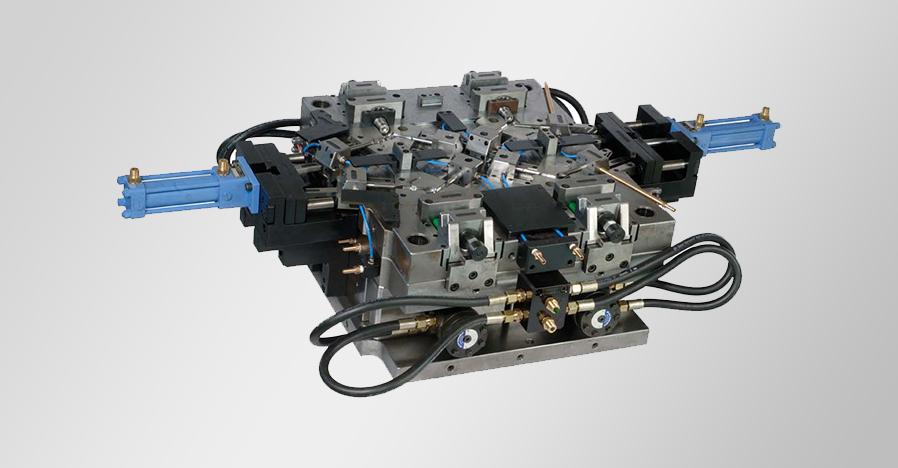
Tool room
Our In-house Tool Room with 4 decades of expertise deliver World class Tools and Dies with advanced Technologies including Conformal cooling and validation of Tools with Reis Die spotting. The tool room houses 5-axis machines from Hermle and Haas 3-axis machines from Maple and Mazak, EDM machines from Charmilles and Makino, and Wire-EDM machines from Fanuc and Mitsubishi. Our tool room is capable of handling 7 to 8 tools a month. Gplast can manufacture tools ranging from 25T-840T.




Soft & Proto Tooling
At G-Plast, we provide agile Soft Tooling (Proto Tooling)solutions designed to bridge the gap between initial design and mass production. This service allows you to produce functional, injection-moulded parts using production-grade materials, ensuring your product is market-ready in a fraction of the time.
What are Soft & Proto Tools?
Unlike high-volume steel moulds, proto tools are typically constructed from high-grade aluminium or pre-hardened steel. This approach offers a cost-effective and rapid way to manufacture small to medium batches of parts that mirror the quality, finish, and mechanical properties of final production components.
Key Benefits for Your Project:
- Rapid Speed-to-Market: Significantly shorter fabrication cycles compared to traditional hardened steel tools, allowing for faster design validation and testing.
- Functional Material Testing: Unlike 3D printing, proto tooling uses actual production resins, enabling you to verify real-world performance, including strength, chemical resistance, and thermal stability.
- Cost-Effective Design Iteration: Lower upfront investment makes it ideal for refining complex geometries or testing multiple design versions before committing to expensive high-volume moulds.
- Bridge Manufacturing: Maintain a steady supply of components (typically 50 to 5,000+ units) for pilot launches or market testing while your permanent production tooling is being finalized.
- Risk Mitigation: Identifying potential manufacturing challenges during the proto phase ensures a seamless transition to high-volume production, preventing costly errors later.
Ideal For:- Functional prototypes and engineering validation (EVT/DVT).
- Marketing samples and consumer focus groups.
- Low-volume production for niche markets.
- Early-stage assembly and fitment testing.
Conformal Cooling
To further enhance production efficiency, we utilize conformal cooling technology. By integrating cooling channels that mirror the precise contours of the molded parts, we eliminate the thermal bottlenecks of traditional methods. This ensures uniform heat dissipation, significantly reducing cycle times while enhancing the structural integrity and dimensional stability of every component.
Key Technical Advantages:
- Rapid Cycle Times: Optimizes the cooling phase, which typically accounts for 25% to 35% of the total injection molding cycle.
- Uniform Heat Extraction: Maintains a constant distance from the part surface to eliminate localized hot spots.
- Enhanced Part Integrity: Reduces internal stresses, leading to superior dimensional stability and surface finish.
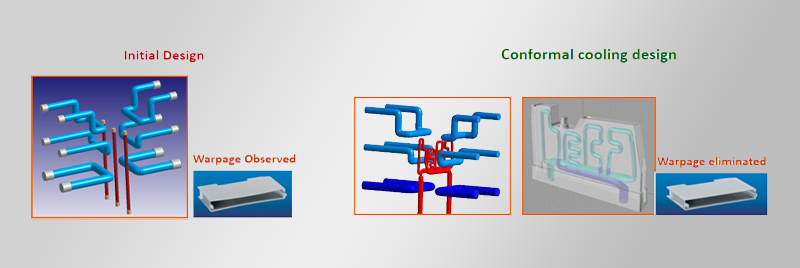
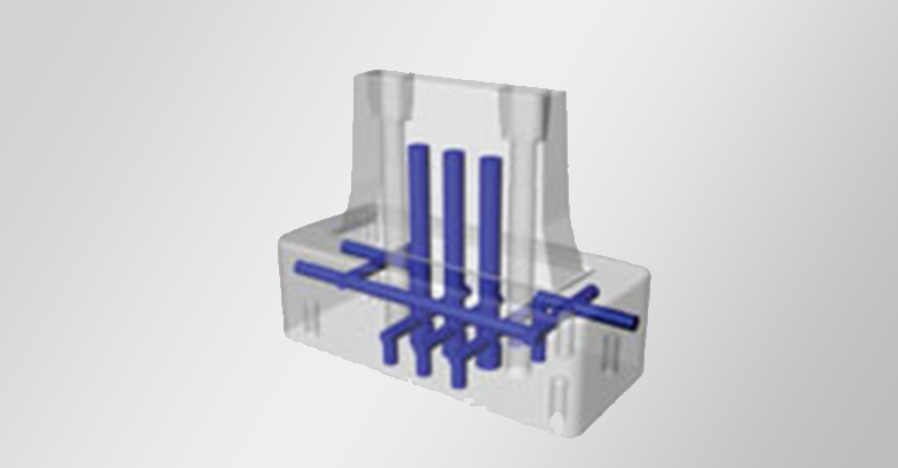
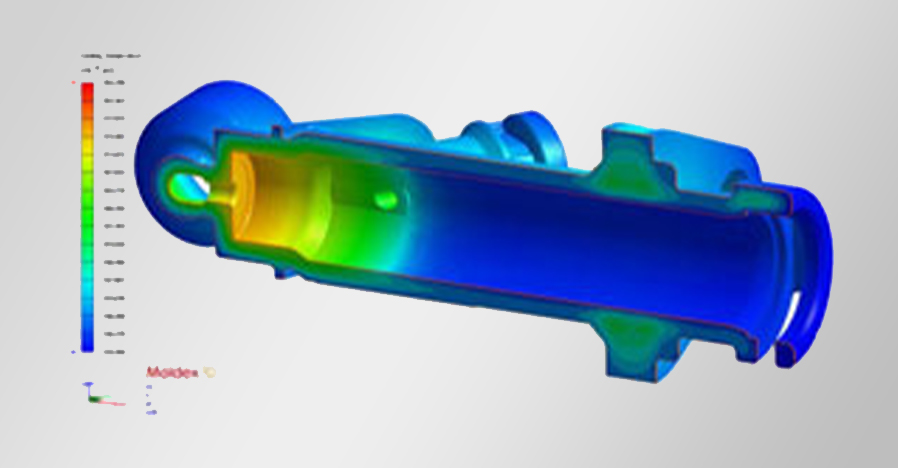
Conventional Cooling
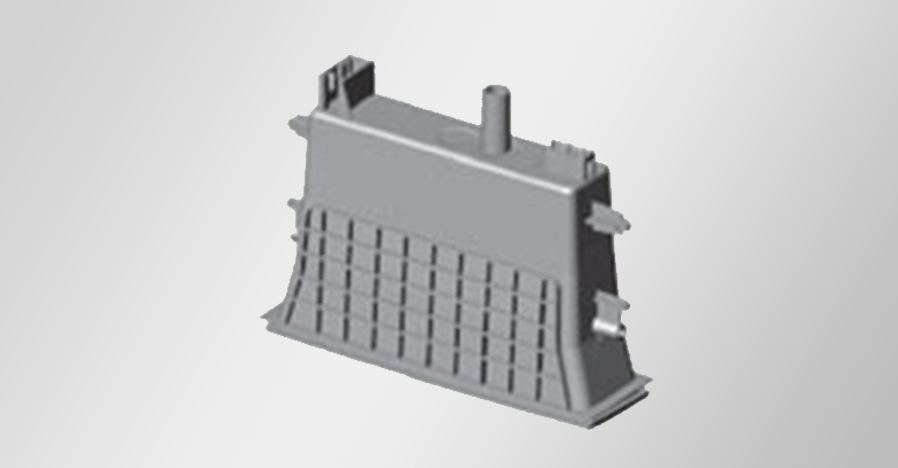
Component
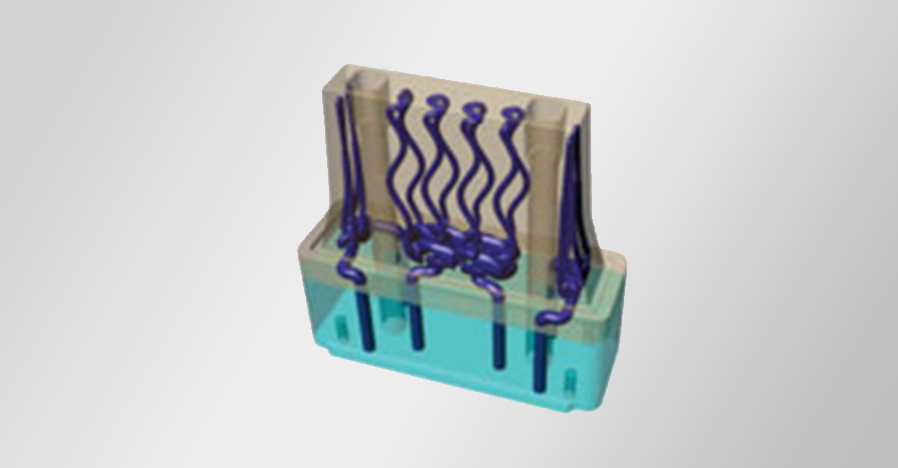
Conformal Cooling
- Conventional Cooling: Cooling Time - 50 Secs, Warpage - 20 Secs, Rejections - 12%
- Conformal Cooling: Cooling Time - 3.5 mm, Warpage - 0.2 mm, Rejections - 3%
- Cooling fixtures eliminated

PA6 - 30% GF - 100 mm long
Without Conformal Cooling
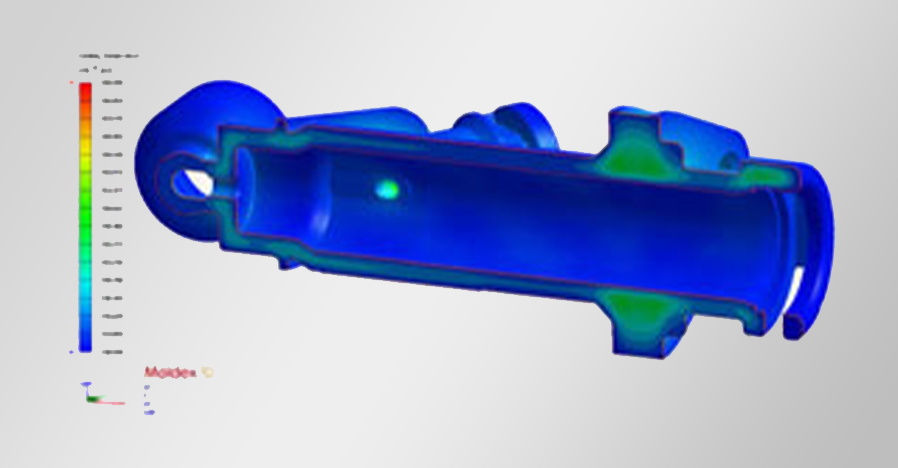
With Conformal Cooling
- Conventional Cooling: Surface finish - Ra 1.5, Part Catching - Yes, Ovality - 0.3mm
- Conformal Cooling: Surface finish - Ra 0.3, Part Catching - No, Ovality - 0.05mm
- 25% reduction in cooling time
Conventional Cooling

Component

Conformal Cooling
- Conventional Cooling: Machining Stock - 0.8 mm, Draft - 1.0°/Side, Before LASER CUSING Porosity found due to high machining stock(Draft 1.0°)
- Conformal Cooling: Machining Stock - 0.3 mm, Draft - 0.5°/Side, After LASER CUSING Porosity reduced(Draft 0.5°)

Conventional Cooling

Component

Conformal Cooling
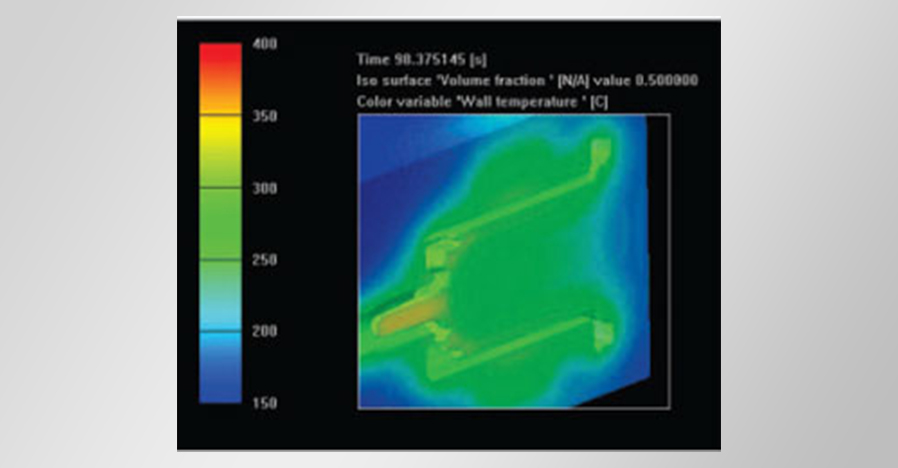
After consequent shots, the temperature increases (nearly 250° C)
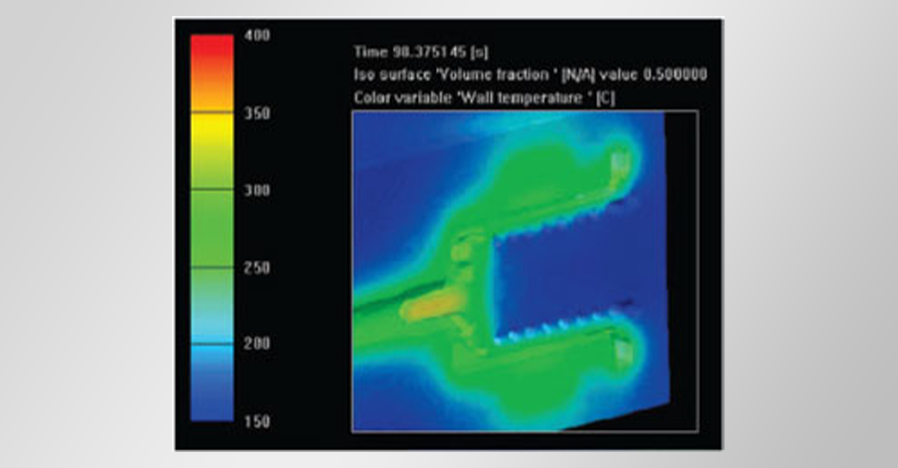
After consequent shots, the temperature maintained uniformly (nearly at 170° C)
- Conventional Cooling: Machining Stock - 1.1 mm, Draft - 1.5°, Before LASER CUSING Porosity found due to high machining stock (Draft 1.5°)
- Conformal Cooling: Machining Stock - 0.3 mm, Draft - 0.5°, After LASER CUSING Porosity reduced(Draft 0.5°)